Attaching Magnets with Glue and Tape

This article covers the best practices for attaching magnets using adhesives, such as glues and double-sided tapes. While adhesives can be useful in many applications, they are not without risks and limitations.
Disclaimer: This article is for general information purposes only and is not a substitute for professional advice from a trained specialist. Every application is different and requires a unique solution.
A Caution About Adhesives
Glues and tapes should not be used as the sole attachment method in critical or high-volume applications. While convenient, they carry inherent risks, especially in safety critical applications.
The Main Risk
The adhesive bond becomes hidden behind the magnet making it difficult to visually inspect bond quality. A bond might pass initial inspection but fail later, especially if the surface preparation is inconsistent, the glue is applied unevenly, or the assembly operators aren't properly trained in adhesive use. Even one careless operator can cause large error rates downstream.
Key Factors in Tape and Glue Failure
- Poor surface cleanliness
- Using the incorrect adhesive for the job
- Failure to prime/treat low surface energy materials
- Incorrect temperature and humidity control
- Changing shape of the attachment surface. Commonly due to differing rates of thermal expansion or flexing/twisting of the attaching surface.
You may want to avoid adhesives if:
 The magnet could be harmful to children, adults, pets, or appliances if dislodged. |
 You cannot guarantee consistent surface prep and application control |
 Your product will be exposed to repeated mechanical stress, bending, twisting, or impacts |
 Your environment involves humidity, high heat, or chemical exposure |
Here are a few scenarios where Adhesives are recommended
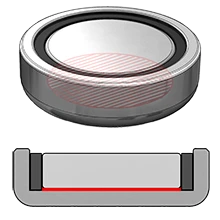 |
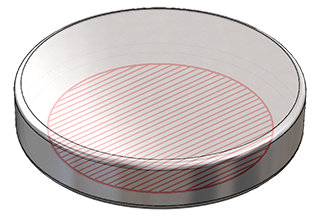
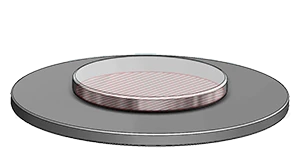
As a Secondary Backup Adding an extra layer of security alongside a primary retention method. This image shows how the magnet inside a standard cup magnet, is primarily held in place by magnetic attraction to the steel cup. The glue is added only as a backup, adding an additional measure of security. |
 |
Reduce Movement and Rattling Inside an Enclosure Even when a magnet is captured by mechanical means, slight gaps or loose fits within can lead to unwanted vibration or audible rattling during use. Applying a small amount of adhesive or thin tape can help minimize this movement, improving the perceived quality of the product. This is especially important in consumer-facing applications where noise or a loose-feeling component can diminish the overall experience. |
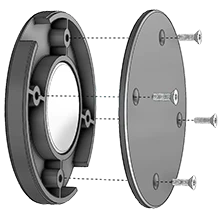 |
As an Assembly Aid Temporarily holding magnets in place before a more secure attachment is implemented (e.g., overmolding or ultrasonic welding). This image shows how the magnet is held in place by tape during the assembly of other components before finally being retained by another plastic component during final assembly. |
Selecting the Correct Adhesive
Choosing the correct adhesive is a matter of understanding the key factors in adhesion. Below are some of the common terms and definitions you will see when searching through adhesive documentation and comparison charts.
- Bonding Surface Area: How much contact area for the adhesive to work on.
- Type of load: (Normal Force, Shear Force, Static Load, Dynamic Load)
- Surface Energy: How well the adhesive sticks to a particular surface.
- Mechanical Bite: Surface roughness and topology.
- Temperature: Most adhesive tapes hold less at elevated temperatures.
3M Adhesive Selector Tools
For guidance on choosing the correct adhesive, 3M provides an online adhesive tape selector tool and structural glue selector tool.
Bonding Surface Area
The holding force of the adhesive must overcome the magnetic (and other) forces acting on the magnet. Most major adhesive manufactures will provide rough estimates on holding force in terms of surface area and surface type.
By changing the geometry of a magnet you may be able to keep the same attraction/repulsion force while also increasing the bonding area of the magnet. The 2 magnets below have an equal mass and similar pull forces, but the magnet with the larger surface will stay more securely attached.
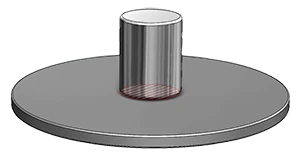 Low Surface Area
Pulling force acting on the magnet: 12lbs Adhesive Tape Surface Area: 0.5in² Adhesive Tape Holding Force: 12lbs Result: Likely Failure over time |
 High Surface Area
Pulling force acting on the magnet: 12lbs Adhesive Tape Surface Area: 2in² Adhesive Tape Holding Force: 24lbs Result: Good adhesion over time. |
 |
Static Load A static load is a constant, unchanging force acting on the magnet — such as a magnet holding a constant weight in place. Glue: Once fully cured, glue resists steady loads more reliably and maintains bond strength over time. Adhesive Tape: Can gradually peel away under constant tension if the bonded surface area is too low. |
 |
Dynamic Load A dynamic load involves motion, vibration, or periodic engagement and release of magnetic attraction. Glue: Brittle glues like Superglue may fail under repeated impacts or surface changes. Flexible or toughened formulations like J-B Weld or Loctite 480 perform better. Adhesive Tape: Tend to perform better under dynamic loads, flexing and absorbing impacts without cracking or breaking. |
 |
Normal Force Acts straight out from the surface — trying to pull the magnet directly away. Adhesive Tape: Relies on surface area and uniform pressure for holding strength but can peel away over time. Glue: Forms a chemical bond that better resists direct pull-off once cured. |
 |
Shear Force Acts sideways along the surface — sliding the magnet instead of pulling it off. Mechanical Bite is an important factor in improving shear forces. Adhesive Tape: Can slowly creep or shift under prolonged load, especially with heat. Glue: Typically stronger in shear, providing better resistance to sliding motion with proficient mechanical bite. |
Surface Energy & Wetting
Surface energy affects how well adhesives and tapes stick to a surface. It is closely related to "wetting" or how well a liquid spreads out on a surface. High Surface Energy (HSE) materials allow adhesives to spread smoothly, creating more contact area and stronger bonds.
Improving Surface Energy
Primers and surface modification methods can significantly enhance adhesion by increasing a material's surface energy. Common approaches include chemical primers like 3M Primer 94, plasma or corona treatment, flame treatment, and light abrasion. The selected surface treatment will depend on the material. You can find some recommended surface treatments in the adhesive compatibility charts below.
| Low Surface Energy | High Surface Energy |
|---|---|
 |
 |
Mechanical Bite
Mechanical bite is a description of how the adhesive flows into, and hardens around, macroscopic surface roughness (scratches, pits, grit-profile). When load is applied, the cured adhesive must shear or tear to escape those "teeth," boosting bond strength independent of chemical attraction.
Improving Mechanical Bite:
Mechanical bite can be improved by lightly sanding the surface with 120-grit sandpaper to increase adhesion. Softer, more compliant tapes can better conform to surface texture, while low-viscosity glues flow into fine scratches and crevices for stronger bonding.
When sanding a magnet's surface, be careful not to sand too deeply. Nickel plated magnets have a three-layer coating (nickel–copper–nickel). Once the copper color becomes visible, stop sanding to avoid damaging the protective plating. Warning: The Nickel plating is magnetic and sanding it creates magnetic powder that is difficult to remove from the magnet. You can use blue painters tape to remove stubborn magnetic powder from the magnet's surface.
 |
 |
Adhesive Compatibility Charts
![]() The following charts are provided for general reference only. Adhesion performance depends on numerous factors including surface preparation, curing conditions, adhesive age, and environmental exposure. The surface energy and mechanical bite scores shown are comparative indicators, not absolute measurements.
The following charts are provided for general reference only. Adhesion performance depends on numerous factors including surface preparation, curing conditions, adhesive age, and environmental exposure. The surface energy and mechanical bite scores shown are comparative indicators, not absolute measurements.
Always perform bonding trials under your actual process conditions before production use. Some coatings—especially corrosion-resistant or medical-grade finishes such as Everlube® 6155 and Xylan®—may require manufacturer-approved primers or alternative attachment methods. Do not abrade or alter critical coatings without confirming compliance with applicable specifications and standards.
Neither these charts nor the listed products imply endorsement, guarantee, or suitability for a particular purpose. Always consult the adhesive, tape, and coating manufacturers' technical data sheets for specific surface preparation and application instructions.
Magnet Coatings Compatibility
| Coating Material | Surface Energy | Mechanical Bite | Surface Treatment | Glue | Tape |
|---|---|---|---|---|---|
| Ni-Cu-Ni (Nickel plated) | Excellent (High Surface Energy) | Poor (Smooth / Polished Surface) | Degrease; light abrasion; solvent wipe | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Zinc plated | Excellent (High Surface Energy) | Fair (Slight Texture / Painted or Coated) | Degrease; abrasion optional (passivated Zn bonds readily) | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Epoxy-painted magnet | Fair (Medium Surface Energy) | Good (Moderate Texture / Light Roughness) | Degrease; light abrasion; solvent wipe | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Everlube® 6155 aluminised barrier coating | Poor (Low Surface Energy) | Poor (Smooth / Polished Surface) | Not Recommended | Not Recommended for Glue Applications | Not Recommended for Tape Applications |
| Xylan® (fluoropolymer dry-film lubricant) | Very Poor (Very Low Surface Energy) | Very Poor (Mirror Finish / No Texture) | Degrease; Xylan® Primers | Extreme-surface epoxy or specialty bonding system | Not Recommended for Tape Applications |
Plastics Compatibility
| Plastic Material | Surface Energy | Mechanical Bite | Surface Treatment | Glue | Tape |
|---|---|---|---|---|---|
| PP (Polypropylene) | Poor (Low Surface Energy) | Poor (Smooth / Polished Surface) | Primer for LSE (Loctite SF 770) or 3M 94; corona/plasma; light abrasion | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| PE (Polyethylene) | Poor (Low Surface Energy) | Poor (Smooth / Polished Surface) | Primer for LSE (Loctite SF 770) or 3M 94; corona/plasma; light abrasion | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| PTFE (Teflon) | Very Poor (Very Low Surface Energy) | Very Poor (Mirror Finish / No Texture) | Specialized primers/treatments; sodium etch; plasma | Specialty systems (after surface treatment) | Not Recommended for Tape Applications |
| ABS | Fair (Medium Surface Energy) | Poor (Smooth / Polished Surface) | Primer for LSE (Loctite SF 770) or 3M 94; corona/plasma; light abrasion | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| PC (Polycarbonate) | Fair (Medium Surface Energy) | Poor (Smooth / Polished Surface) | Primer for LSE (Loctite SF 770) or 3M 94; corona/plasma; light abrasion | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| PVC (rigid) | Fair (Medium Surface Energy) | Poor (Smooth / Polished Surface) | Primer for LSE (Loctite SF 770) or 3M 94; corona/plasma; light abrasion | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| PMMA (Acrylic) | Fair (Medium Surface Energy) | Poor (Smooth / Polished Surface) | Primer for LSE (Loctite SF 770) or 3M 94; corona/plasma; light abrasion | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Acetal (POM) | Poor (Low Surface Energy) | Poor (Smooth / Polished Surface) | Primer for LSE (Loctite SF 770) or 3M 94; corona/plasma; light abrasion | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | Not Recommended for Tape Applications |
Other Common Materials Compatibility
| Material | Surface Energy | Mechanical Bite | Surface Treatment | Glue | Tape |
|---|---|---|---|---|---|
| Glass | Excellent (High Surface Energy) | Very Poor (Mirror Finish / No Texture) | Clean with isopropyl alcohol; silane coupling agent optional | Epoxy / Acrylic / RTV Silicone | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Ceramic (unglazed) | Good (Moderately High Surface Energy) | Fair (Slight Texture) | Clean; optional primer for best adhesion | Epoxy / Polyurethane | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Ceramic (glazed) | Fair (Medium Surface Energy) | Very Poor (Mirror Finish / No Texture) | Degrease; avoid abrasion on glazed finishes; primer improves bond (3M Primer 94) | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Tile (porcelain, glazed) | Fair (Medium Surface Energy) | Very Poor (Mirror Finish / No Texture) | Clean with alcohol; 3M Primer 94 recommended for tapes | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Rubber (Nitrile/EPDM) | Poor (Low Surface Energy) | Fair (Slight Texture) | Clean; select adhesive by rubber type | Toughened CA (Loctite 480) / Polyurethane | 3M VHB (HSE) families (e.g., 49xxx/59xx) |
| Wood (finished) | Fair (Medium Surface Energy) | Fair (Slight Texture) | Light scuff; clean | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | Not Recommended for Tape Applications |
| Wood (raw) | Good (Moderately High Surface Energy) | Excellent (Strong Texture / High Grip) | Sand to fresh wood; remove dust | Toughened epoxy (e.g., 3M DP420 / Loctite EA E-60HP) | Not Recommended for Tape Applications |